


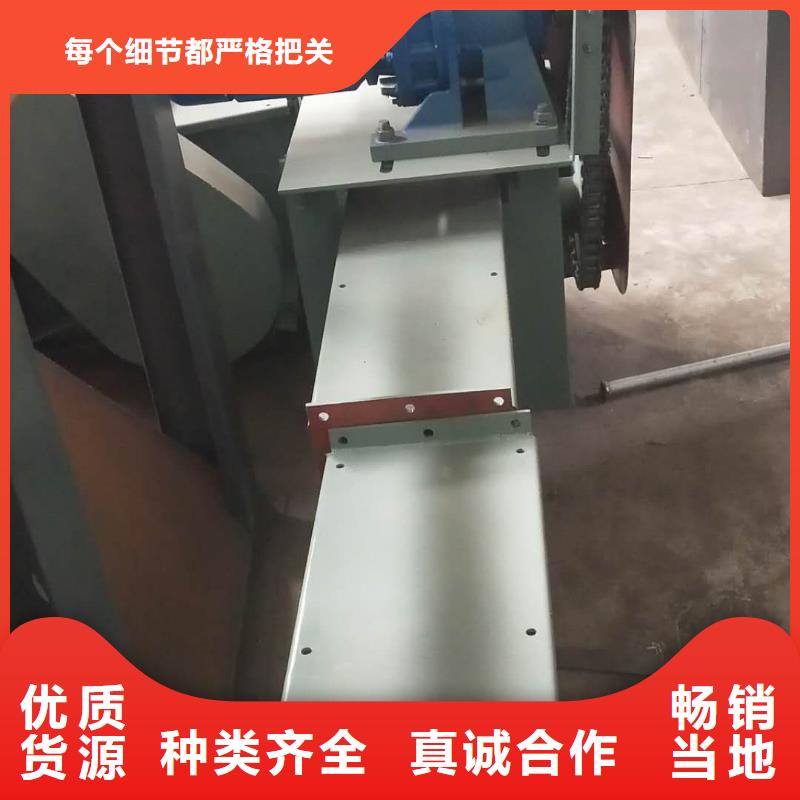

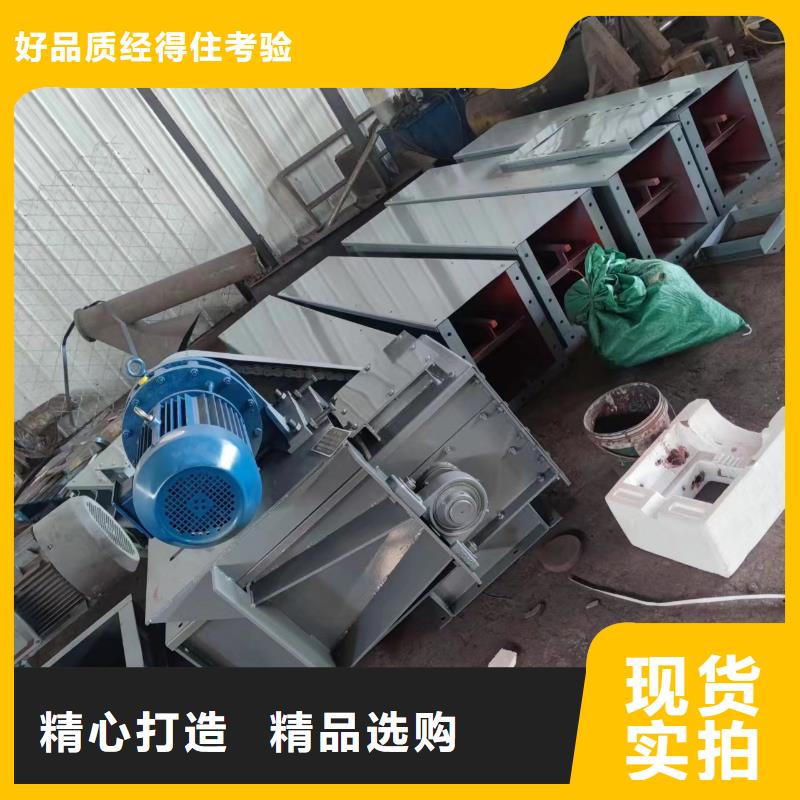
刮板输送机通风蝶阀精选货源产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:湖北荆州刮板输送机通风蝶阀精选货源的图文介绍
衡泰重工机械制造(荆州市分公司)是坐落在西环工业区,企业现有现代化厂房和先进的生产设备。 公司拥有一支强大的生产管理、销售及售后服务团队,以高品质的产品保证、贴心的市场服务满足国内外市场的需求。公司主营 插板闸阀。我司产品销售遍地,在新的世纪,同茂人将秉持“以人为本,追求新高”的企业精神,不断进取,在经济一体化的大潮中,向更高的目标迈进!希望通过我们的努力,借助您的支持,让我们共同谱写同茂美好的明天。


湖北荆州刮板链的材质选择通过影响**链条寿命、故障频率及停机损失**,直接决定设备维护成本的高低,核心逻辑是:适配工况的优质材质能减少维护频次与意外支出,而不当材质会导致“短期省钱、长期多花”的恶性循环。### 一、材质寿命决定“更换成本”的高低材质的耐磨、抗疲劳等性能直接影响刮板链的更换周期,进而影响更换环节的直接成本(材料+人工)。1. **减少更换频次,降低材料与人工成本** 若选用适配工况的优质材质(如煤炭重载场景用23MnNiMoCr54合金钢),链条寿命可达2-3年;若误用普通碳钢(如Q235),因耐磨、抗疲劳性差,寿命可能仅6-8个月,更换频次增加3-4倍。 以单条链条材料成本1万元、人工更换成本5000元计算:优质材质年均更换成本约5000元,普通碳钢则需2.25万元,年均成本相差4.5倍。2. **避免“连带更换”的额外支出** 劣质材质的链条易因磨损过度(如链环变薄)或断裂,导致与链轮啮合不良,进而磨损链轮齿、卡坏中部槽。例如,断链可能造成链轮齿崩裂,需额外更换价值2-3万元的链轮,而优质材质可大幅减少这类连带损坏的支出。### 二、材质可靠性决定“故障维修成本”的多少材质性能不足会增加故障频次,进而产生频繁的维修人工与零件成本,还可能引发间接损失。1. **降低故障维修的直接成本** 若材质韧性不足(如淬火过度的钢材),在物料冲击下易脆断,需频繁停机维修:单次断链维修需2-4小时(人工成本2000-4000元),还可能消耗备用链环、紧链器等零件(成本1000-3000元)。 优质材质(如含Ni、Mo的合金钢)韧性强,断链故障可减少80%以上,年均维修成本可从数万元降至几千元。2. **减少“停机损失”的间接成本** 刮板输送机多为生产关键设备(如矿山综采面),停机1小时可能导致矿山减产数百吨,间接损失可达数万元。材质引发的故障(如断链、卡链)会延长停机时间,而适配材质的链条故障少,可将年均停机损失降低50%以上。### 三、材质适配性决定“长期维护效率”不同工况下的材质选择,会影响日常维护的频率与难度,间接增加或减少人工成本。1. **腐蚀/高温工况:减少“针对性维护”成本** 在化工酸碱环境中,若未选用316L不锈钢,普通合金钢会快速锈蚀,需每周进行除锈、涂漆维护(人工成本500元/周),且半年仍需更换;选用316L不锈钢后,无需除锈维护,仅需季度检查,年均维护成本减少2万-3万元。2. **高磨损工况:降低“检查与调整”频率** 输送硬岩矿石时,若选用表面堆焊耐磨合金的链条,磨损速度减慢,链松紧度调整周期可从1周延长至1个月,巡检人工成本降低75%;若用普通链条,需频繁检查调整,否则易引发跳链、卡链故障。要不要我帮你整理一份**不同工况下刮板链材质-维护成本对比表**?按“工况类型-材质-年均更换成本-年均维修成本-停机损失”分类,直观展示材质选择对维护成本的具体影响,帮你快速判断性价比。



湖北荆州1. 刮板端面磨损变薄(厚度<原尺寸50%);2. 链环节距变大(超原尺寸3%);3. 链环外链板与链轮啮合处出现“台阶状”磨损 | 1. 链环焊缝或圆角处有细微裂纹(肉眼可见或用放大镜观察);2. 断链断面呈“粗糙纤维状”(而非平整剪切面);3. 链环出现“塑性变形”(如弯曲、拉伸变长) | 1. 链环表面有红锈/白锈(氧化腐蚀);2. 链环铰接处因腐蚀卡滞,无法灵活转动;3. 材质表面出现“点蚀坑”(酸碱腐蚀) | 1. 链环直接拉断(断面平整,无明显磨损或裂纹);2. 刮板变形严重(如弯折90°以上);3. 电机接线盒烧蚀、减速器齿轮崩齿 || **中部槽** | 1. 槽体底板磨损变薄(局部厚度<原尺寸40%);2. 槽体侧壁有“划痕状”磨损痕迹;3. 槽体对接处因磨损出现较大错口 | 1. 槽体焊缝开裂(尤其是机头/尾衔接处);2. 槽体出现“波浪形变形”(长期循环载荷导致) | 1. 槽体内壁有大面积锈蚀;2. 槽体焊缝处因腐蚀出现“锈迹裂纹” | 1. 槽体直接被物料冲击变形(如凹陷、侧壁弯折);2. 槽体连接螺栓断裂(多根同时断裂) || **机头/尾部件** | 1. 链轮齿面磨损(齿顶变平,齿厚<原尺寸30%);2. 轴承端盖有“磨粉状”碎屑(轴承磨损) | 1. 链轮轮毂与轴的配合处出现裂纹;2. 减速器输出轴断裂(断面有疲劳纹路) | 1. 链轮表面锈蚀,齿间卡滞锈渣;2. 轴承内圈因腐蚀出现“点蚀” | 1. 减速器箱体开裂(受冲击载荷);2. 电机风扇叶断裂(过载导致转速异常) |**判断逻辑**:若某类失效特征在多个部件同时出现(如刮板、链环、链轮均有明显磨损),且程度严重(如刮板厚度已磨损至报废标准),则该失效类型即为初步判定的主导模式。### 三、第三步:数据化检测——用定量数据验证“主导失效”直观检测可能存在误差,需通过专业工具测量关键参数,用数据量化失效程度,终锁定主导模式。常用3类检测方法:1. **磨损量定量检测** - 工具:数显卡尺、超声波测厚仪、磨损量对比样板。 - 检测参数: - 刮板厚度:测量刮板端面3个点,若平均厚度<原设计值的50%,或单点磨损量>3mm/月(按运行时间换算),说明**磨损是主导失效**; - 链环节距:随机抽取10个链环,测量节距平均值,若超原节距3%(如原节距22mm,实测>22.66mm),则磨损主导; - 中部槽底板厚度:用超声波测厚仪检测槽体中部(磨损严重处),若厚度<原尺寸40%,或年磨损量>5mm,确认磨损主导。2. **疲劳风险定量检测** - 工具:磁粉探伤仪(MT)、超声波探伤仪(UT)、链条张力测试仪。 - 检测参数: - 链环裂纹:用磁粉探伤检测链环焊缝、圆角等应力集中处,若发现≥2处长度>5mm的表面裂纹,或1处深度>2mm的内部裂纹,说明**疲劳是主导失效**; - 链条张力波动:用张力测试仪测量满载运行时的链条张力,若波动幅度>额定张力的30%(如额定张力200kN,实测波动>60kN),则疲劳风险极高; - 断链断面分析:若断链断面有“疲劳辉纹”(用显微镜观察),且疲劳区面积占断面总面积的70%以上,确认疲劳主导。3. **其他失效类型定量检测** - 腐蚀:用盐分测试仪检测物料或环境中的氯离子含量(>500ppm易引发腐蚀),或测量链环锈蚀面积占比(>30%则腐蚀主导); - 过载:用电机功率记录仪监测运行功率,若持续10分钟以上超额定功率1.2倍,或每月出现≥3次过载跳闸,说明过载主导。**验证逻辑**:若某类失效的量化参数已超过行业报废标准(如磨损量超极限、疲劳裂纹超标),且其他失效类型的参数均在合格范围内,则该失效即为“主导失效模式”;若两类参数均超标(如磨损量和疲劳裂纹均超标的均衡工况),则需对比“失效进展速度”——如磨损导致的寿命剩余<6个月,疲劳导致的寿命剩余>12个月,则磨损仍是主导。### 四、第四步:历史数据追溯——用故障记录交叉验证,调取设备的历史故障记录、维护台账,交叉验证前面的诊断结果,避免“偶发失效”误判为“主导失效”。需重点追溯3类数据:1. **故障频次**:若过去1年中,因“刮板磨损更换”停机10次,因“链环疲劳断链”停机2次,则**磨损是主导失效**;反之则疲劳主导。 2. **维护成本**:若磨损相关维护(换刮板、链环)的年度支出占总维护成本的60%以上,说明磨损主导;疲劳相关维护(探伤、换裂纹链环)支出占比高,则疲劳主导。 3. **寿命偏差**:若刮板、链环的实际更换周期(如6个月)远短于设计寿命(如2年),且失效原因是磨损(而非其他),则磨损主导;若实际寿命短于设计寿命且因断链,则疲劳主导。### 诊断流程总结1. 工况溯源:通过物料、运行、环境参数,定失效风险大方向; 2. 直观检测:看关键部件外观特征,初步定性失效类型; 3. 数据检测:用专业工具量化失效程度,验证主导模式; 4. 历史追溯:查故障/维护记录,交叉确认终结论。要不要我帮你整理一份**《刮板输送机主导失效模式诊断 Checklist》**?按“工况分析、现场检测、数据验证、历史追溯”四个模块,列出每个步骤的关键检测项、工具及判断标准,你可直接对照现场情况填写,快速锁定主导失效模式。



华尔云刮板输送机刮板只占料槽的一部分断面,物料占料槽的大部分断面。它能水平、倾斜或垂直输送物料。水平输送时,所用刮板为平条形,利用埋入散料的链条和刮板对散料层的切割力大于槽壁对散料阻力的原理,使散料随刮板一起向前移动,此时移动的料层高度与槽宽之比在一定的比值范围之内,物料流是稳定的。埋刮板输送机封闭于机槽内的物料受到刮板链条在运动方向的推力,且受到下部不断给料而阻止上部物料下滑的阻力时,埋刮板输送机产生横向侧压力,从而增加物料的内摩擦力,当物料之间的内摩擦力大于物料和槽壁间的外摩擦力及物料自重时,埋刮板输送机物料就随刮板链条向上输送,形成连续料流。一、核心结构模块:基础框架与功能1. 机头驱动装置(动力核心:传递扭矩,带动链条运行)是刮板输送机的 “动力心脏”,负责将电机动力转化为链条的运行动力,主要由以下部件组成:部件名称结构特点功能作用场景化优化机头架型钢焊接框架(如 H 型钢 + 钢板),刚性强,底部设地脚螺栓孔固定所有机头部件,承受链条拉力矿山重载场景:加厚钢板(≥16mm),增设加强筋;食品场景:表面抛光,无卫生死角主动链轮2-4 个齿圈(与链条匹配,如圆环链配 6 齿链轮),安装在主轴上与链条啮合,传递动力带动链条运行耐磨处理:齿面高频淬火(HRC48-55);高温场景:采用耐热钢(310S)减速器圆柱齿轮 / 行星齿轮结构,输入轴接电机,输出轴接主动链轮降速增扭(电机转速高→链轮转速低,扭矩放大)矿山场景:选用硬齿面减速器(承载能力强);轻载场景:用蜗轮蜗杆减速器(成本低)电机卧式异步电机,带散热风扇,部分配制动器提供动力源,制动器用于紧急停车防爆场景(矿山 / 化工):用 YB 系列防爆电机;高温场景:用 H 级绝缘电机(耐温 180℃)联轴器弹性柱销 / 膜片式,连接电机与减速器传递扭矩,缓冲振动,补偿安装偏差重载场景:用膜片联轴器(无间隙,耐冲击);轻载场景:用弹性柱销联轴器(易维护)2. 机身输送系统(输送核心:承载物料,实现刮运)是物料输送的 “通道”,直接与物料接触,决定输送效率和耐磨性,核心部件包括:机槽(溜槽):结构:U 型 / 矩形槽体,分上槽(承载物料,刮运段) 和下槽(回链段,链条空载返回),相邻机槽用哑铃销 / 螺栓连接,可拼接成任意长度;材质:普通场景用 Q355B 钢板,矿山重载用 NM400 耐磨钢(槽底厚度≥12mm),化工腐蚀用 316 不锈钢,食品场景用 304 不锈钢(内壁 Ra≤0.8μm,无焊接死角);特殊设计:大倾角(>20°)输送用深槽型机槽(槽高增加 30%,防物料下滑);弯曲输送用弧形机槽(单节弯曲角度≤3°,适配井下 / 车间拐角)。刮板与链条:刮板:T 型 / U 型 / 槽型钢板,通过螺栓与链条固定,间距 500-1500mm(根据输送量调整,间距越小输送越均匀);矿山用 Mn13 耐磨刮板(刃口淬火),粮食用薄型 Q235 刮板(减轻重量);链条:核心传动部件,分圆环链(矿山重载,如 Φ18×64mm)、模锻链(化工重载,耐腐蚀)、直板链(粮食轻载,成本低),双链机型(两侧各 1 条链)比单链机型承载能力高 50% 以上。3. 机尾张紧装置(稳定核心:保证链条张紧度,防跳齿)用于调节链条松紧度,补偿链条磨损伸长,避免链条过松导致跳齿、卡阻,主要有两种结构形式:张紧类型结构组成工作原理适用场景丝杠张紧丝杠 + 螺母 + 手轮 + 机尾架,机尾架可沿导轨滑动手动转动手轮,丝杠拉动 / 推动机尾架,调整链条张紧度轻载、短距离(≤50m),如粮食输送机;优点:结构简单,成本低;缺点:需手动调节,无法自动补偿液压张紧液压油缸 + 泵站 + 蓄能器 + 位移传感器油缸推动机尾架,蓄能器自动补偿链条伸长(压力不足时补压),传感器监测张紧量重载、长距离(>50m),如矿山输送机;优点:自动调节,响应快;缺点:成本高,需定期维护液压油4. 保护部件(防护核心:规避故障与人员风险)与结构深度集成,确保运行,关键部件及安装位置如下:急停按钮 / 拉绳开关:沿机身每 10-15m 装 1 个,拉绳覆盖机身两侧,按钮设有机头 / 机尾及中间位置,按下 / 拉动立即切断电源;跑偏传感器:机身两侧各装 1 组(距机头 1/3、2/3 长度处),刮板跑偏时触发摆臂,先报警后停机;过载保护器:电流型(串联在电机回路)或扭矩型(装在主动链轮轴),过载时切断动力;防护罩:机头 / 机尾链轮、联轴器外侧装钢板防护罩(间隙≤12mm),防手指伸入;机槽上槽可装盖板(粉尘场景防扬尘,食品场景防异物掉入)。二、场景化结构差异:针对不同需求的定制设计1. 矿山重载场景(如综采面刮板输送机)结构强化:机头架用 20mm 厚钢板 + 双 H 型钢加强,机槽槽帮用 NM500 耐磨钢(厚度 16mm),链条用 25MnV 高强度圆环链(破断拉力≥800kN);特殊部件:加装断链抓捕器(机槽两侧,断链时卡住链条防坠落)、铲煤板(机头处,清理底板积煤);防爆设计:电机、减速器、接线盒均为防爆结构(Ex d IIB T4),接地电阻≤4Ω。2. 粮食轻载场景(如面粉厂埋刮板输送机)轻量化结构:机槽用 3mm 厚 304 不锈钢,刮板用薄型直板(厚度 3mm),链条用小规格直板链(Φ8×24mm);卫生设计:机槽内壁抛光(Ra≤0.4μm),无焊接凸起,盖板用快拆搭扣(便于清洁);防堵设计:进料口装格栅(孔径≤20mm),机槽拐角用大圆弧(R≥100mm),减少物料堆积。3. 高温 / 腐蚀场景(如钢渣输送、化工酸碱输送)高温场景:机槽内衬铸石板(耐 500℃以上),链条用 310S 耐热钢,机头 / 机尾轴承装冷却套(通循环水);腐蚀场景:整机用 316L 不锈钢(含钼,耐酸碱),液压张紧系统用氟橡胶密封件(防腐蚀),润滑剂用聚四氟乙烯基脂(耐化学介质)。三、结构设计核心原则适配工况:输送量决定机槽尺寸(宽 × 高),物料密度决定链条 / 刮板强度,环境决定材质(耐磨 / 防腐 / 防爆);受力均衡:机头 / 机尾受力,需加强刚性;链条张紧度需均匀,避免单侧受力导致跑偏;便于维护:机槽设检修口(每 10m1 个),刮板螺栓用防松垫圈(免频繁紧固),液压张紧系统设油位观察窗。



湖北荆州刮板输送机凭借**连续输送能力强、能适应恶劣工况(如高温、高尘、大倾角)、可弯曲适配复杂地形**等优势,广泛应用于煤炭、矿山、冶金、化工、环保等多个工业领域。不同场景下,其机型选型、功能侧重存在差异,以下按核心行业展开详细解析:1. **煤炭行业:核心输送设备,贯穿开采全流程**这是刮板输送机主要的应用领域,适配井下复杂巷道与地面分选场景,是煤炭开采的“运输动脉”。- **井下综采工作面**:作为综采成套设备的核心,选用**大功率长运距机型**(如SGZ1400系列),不仅承担煤炭输送任务,还为采煤机提供运行轨道,与液压支架协同作业。例如特厚煤层工作面中,输送能力达8000吨/小时的机型,可匹配年产2000万吨的开采需求,能适应井下±25°倾角、潮湿多尘的环境,且具备防爆、断链保护等功能。- **井下掘进工作面**:多采用**中小型可弯曲机型**(如SGB620系列),伴随掘进机推进输送原煤,机身可灵活弯曲,适配巷道转弯或起伏地形,保障掘进与输送同步推进。- **地面选煤厂**:用于原煤分选后的中煤、矸石等物料转运,常搭配分级筛、破碎机使用,部分采用**封闭型槽体**减少粉尘外溢,适配选煤厂多环节、高频次的转运需求。2. **金属矿山:适配高磨损工况,输送矿石与尾矿**针对金属矿石(铁矿石、铜矿石等)硬度高、磨损强的特点,刮板输送机多采用强化耐磨设计,应用于井下采场和地表选矿环节。- **井下采场**:在地下开采的回采工作面,输送后的块状矿石,机型需具备**高耐磨中部槽**和**高强度刮板链**(如表面堆焊耐磨合金的链条),可承受大块矿石的冲击与摩擦,部分机型支持斜井输送,倾角可达15°-20°。- **地表选矿厂**:用于破碎后矿石的转运、尾矿输送等,例如将浮选后的精矿输送至烘干设备,或把尾矿输送至尾矿库。部分场景选用**耐腐蚀机型**,应对尾矿水中含有的酸碱成分,避免设备锈蚀。3. **冶金与建材行业:耐受高温,输送炉渣与熟料**适配高温、高尘的特殊工况,核心用于高温物料的输送,对设备的耐热性和密封性要求较高。- **冶金行业**:输送炼钢、炼铁后的高温炉渣,选用**耐热钢材质的刮板输送机**(如12Cr1MoV材质部件),可耐受400 - 800℃的高温,避免高温下部件变形或失效。同时,封闭槽体设计能防止炉渣飞溅,保障现场。- **建材行业**:在水泥、石灰生产中,输送水泥熟料、石灰粉等物料。例如水泥生产线中,将回转窑产出的熟料输送至冷却机,或把原料仓中的石灰石粉输送至磨粉机,机型多为**埋刮板输送机**,兼具密闭性与耐磨性能,减少粉尘污染。4. **化工行业:适配腐蚀工况,输送特种物料**针对酸碱、腐蚀性物料,采用专用耐腐蚀材质,保障输送过程的稳定性与性。- **腐蚀性物料输送**:如输送化工生产中的酸碱溶液残渣、盐类物料等,选用304、316L不锈钢材质或衬胶刮板的机型,防止物料腐蚀设备部件,避免泄漏引发事故。- **粉料与颗粒料转运**:用于化肥、化工助剂等物料的车间内转运,例如将尿素颗粒从反应釜输送至仓储设备,密闭式机型可防止物料受潮或污染环境。5. **环保与固废处理行业:适配复杂物料,兼顾环保需求**应对垃圾、废渣等成分复杂的物料,重点解决输送过程中的污染与设备损耗问题。- **垃圾焚烧发电**:输送未经分拣的生活垃圾或焚烧后的炉渣,机型需具备**防缠绕、防卡堵**设计(如加宽刮板间距),避免塑料袋等杂物缠绕刮板链;同时封闭槽体能减少异味与粉尘扩散。- **固废与危废处理**:在医疗废物、工业危废处理流程中,输送破碎后的废料至处理设备,部分采用**防腐蚀、防泄漏**机型,防止危废中的有害物质污染环境或腐蚀设备。6. **其他领域**除上述主流领域外,刮板输送机还可用于粮食加工(输送玉米、小麦等颗粒原料,需选用卫生级材质,避免污染)、港口散料转运(辅助输送煤炭、矿石等大宗散料,适配港口露天、高尘环境)等场景,通过定制化改造适配不同物料与工况需求。