


我们为您呈现了一部精彩绝伦的滚压管油缸管生产厂家性价比高产品视频,让您感受产品的独特之处。
以下是:辽宁丹东滚压管油缸管生产厂家性价比高的图文介绍

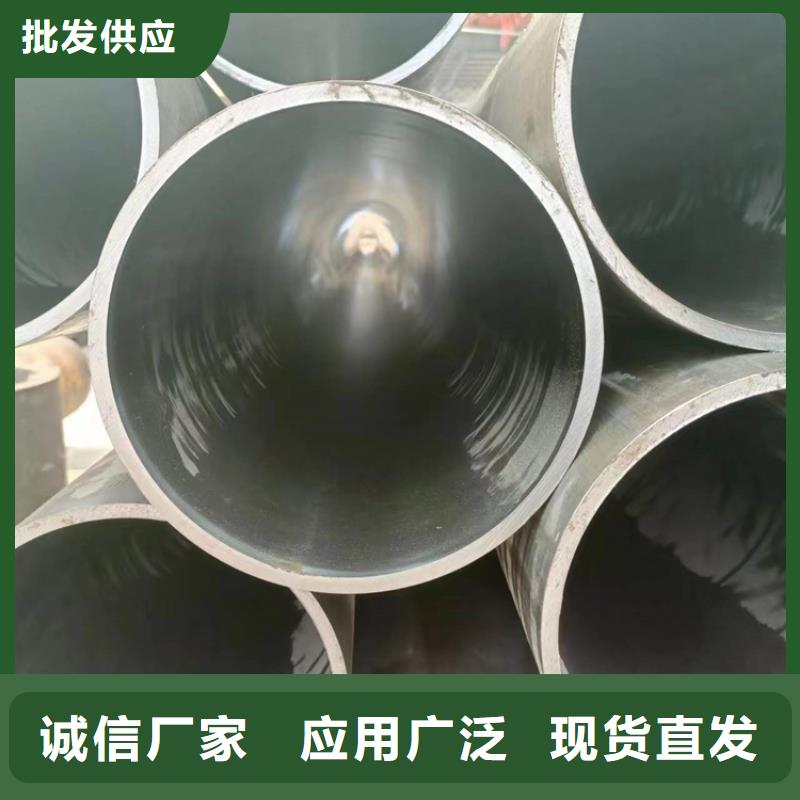
辽宁丹东珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压管


液压机械(丹东市分公司)本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,公司主营产品 高精度活塞杆。公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;愿与社会各界朋友精诚合作,共创美好家园!



辽宁丹东珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管


辽宁丹东珩磨管油缸管绗磨管浅析珩磨管进行热处理的关键的环节。 珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?
1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。
以下针对几个比较关键的环节做一下着重介绍:
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。
2、消应力处理:所谓的消应力处理,珩磨管出售,其实就是指除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
液压钢管基本上分为液压系统上用的流体管和油钢筒管,也称为珩磨管,而冷拔或冷轧精密无缝钢管也包含液压钢管。滚压管


