


研磨管镀铬空心轴服务周到视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:山西太原研磨管镀铬空心轴服务周到的图文介绍
山西太原珩磨管油缸管绗磨管影响珩磨质量和生产率的因素要获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。三、珩磨的圆周速度υy和往复运动速度υw增加υw,砂条自砺作用好,生产率高。增加υy,除了提高工效外,还能改善表面质量。但两者均不能过分地增高,否则会导致切削削温度提高,排屑困难、砂条堵塞、磨耗加剧、珩磨效果急剧下降(如图3所示)。珩磨速度υh为υy与υw的合成速度。这两者合成决定了研磨管


山西太原珩磨管油缸管绗磨管国标深孔镗珩磨管的普遍性能指标检测有:工作压力、挤扁、弯曲、扩口试验等。研磨管
1、液(水)压试验:被试钢管内灌进去一定压力的水,保持压力一定时间,没有漏水情况。该试验为高品质监测,多见于品如数检查。
2、挤扁试验:把国标深孔镗珩磨管试样置放二平板焊接夹具正中间,在焊接夹具间施力致间距超出规范数值,检查试样变形区无间隙、开裂等缺陷。
3、 拉伸实验:把国标深孔镗珩磨管试样置放弯曲试验机上,按规范的弯芯半径,弯曲到标准要求的角度后,弯曲位置表面无裂纹或开裂等缺陷。
4、扩口试验:将国标深孔镗珩磨管试样置放台表面,张嘴往上面,将按规范锥度选用的顶心嵌进钢管中,直至试验直径扩口率超出规范后,试样表面无裂纹或开裂等缺陷。



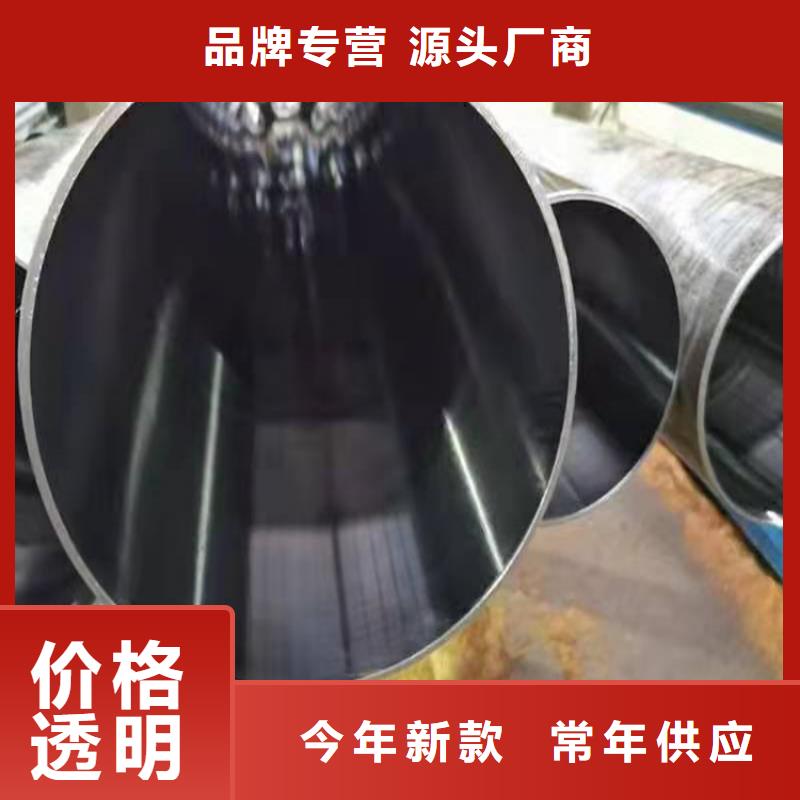
山西太原珩磨管油缸管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
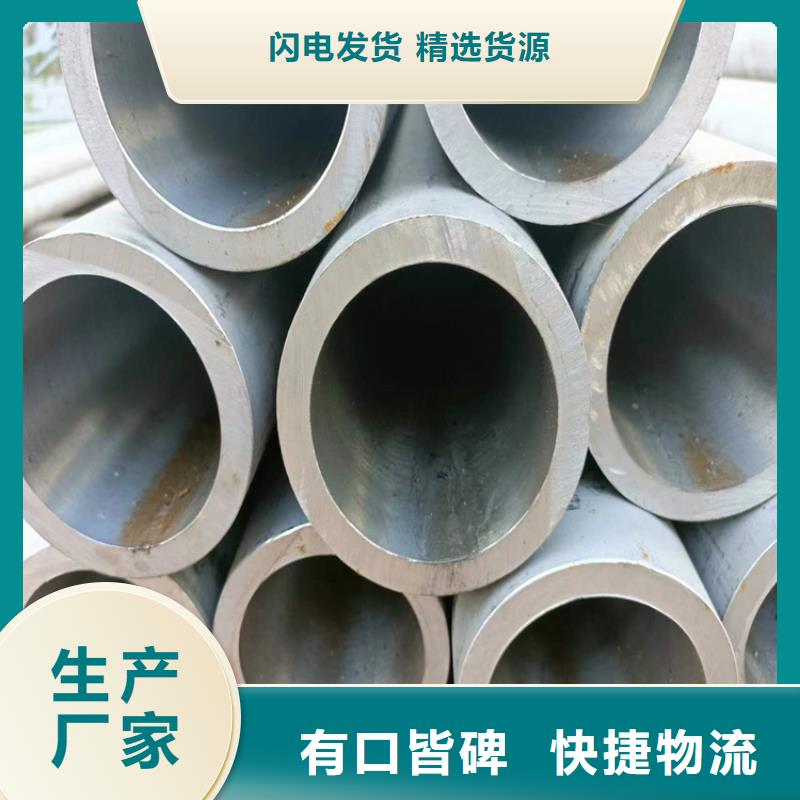
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。研磨管



液压机械(太原市分公司)主营产品有 高精度活塞杆,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。液压机械(太原市分公司)欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!


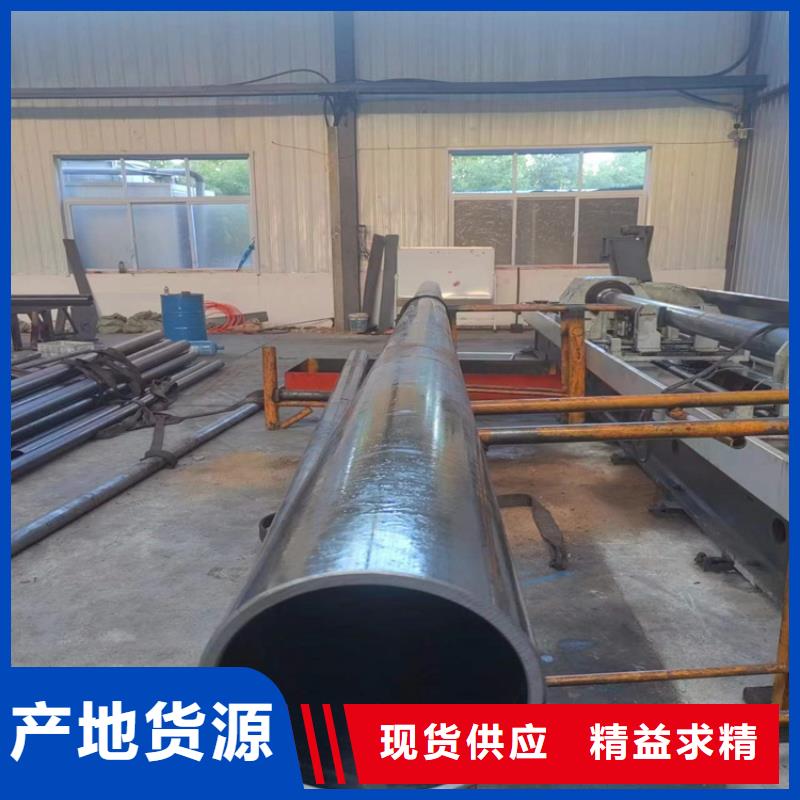
山西太原珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。研磨管


